Explore our elite selection of CE-compliant cannulated compression components and surgical kits tailored for rigid internal fixation.







An authoritative analysis of modern biomechanical advancements, material selection, and micro-precision machining in trauma internal fixation.
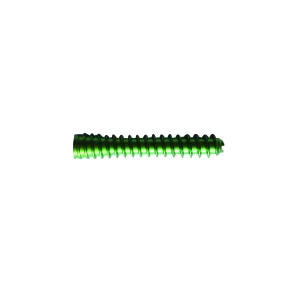
Cannulated bone screws represent one of the most critical structural achievements in contemporary trauma and orthopedic reconstructive surgery. By integrating a hollow core (cannulation) along the longitudinal axis of the screw, surgeons are able to insert a guide wire with millimeter accuracy under fluoroscopic guidance before deploying the final implant. This minimally invasive delivery system drastically reduces operating times, minimizes soft tissue stripping, and improves overall structural alignment.
"The shift toward titanium alloys (specifically Ti-6Al-4V ELI) has defined a new era of biocompatibility, high fatigue limit, and minimized elastic modulus mismatch compared to human cortical bone."
Modern cannulated systems utilize dual-thread configurations or differential thread pitches (frequently seen in Herbert-type screws) to generate uniform compression across the fracture gap as the screw is driven home. A shallower pitch at the trailing head compared to the leading tip forces the bone fragments together without the need for a traditional screw head. This is essential in articular surfaces, such as scaphoid fractures or femoral neck fixations, where protruding hardware would otherwise degrade joint kinetics and damage localized hyaline cartilage.
Historically, stainless steel (316L) was favored for its mechanical stiffness. However, state-of-the-art implants rely almost exclusively on high-strength titanium alloys. Surface treatment processes, such as type II anodization, improve wear properties and restrict ion release. Passivation processes ensure the immediate creation of a titanium dioxide (TiO₂) layer, which triggers cell adhesion, supports osteointegration, and mitigates the risk of bacterial biofilm formation on the implant surface.
Navigating stringent compliance hurdles, supply chain volatility, and localized application demands for medical device distributors.
Class III implants and specialized instrument kits face intensive regulatory oversight. Sourcing from manufacturers operating strictly under ISO 13485 ensures complete traceability, material certificates, and biological safety evaluations. Virelox supports international medical distributors by providing comprehensive regulatory documentation and certificate dossiers necessary for rapid customs clearance and hospital approvals.
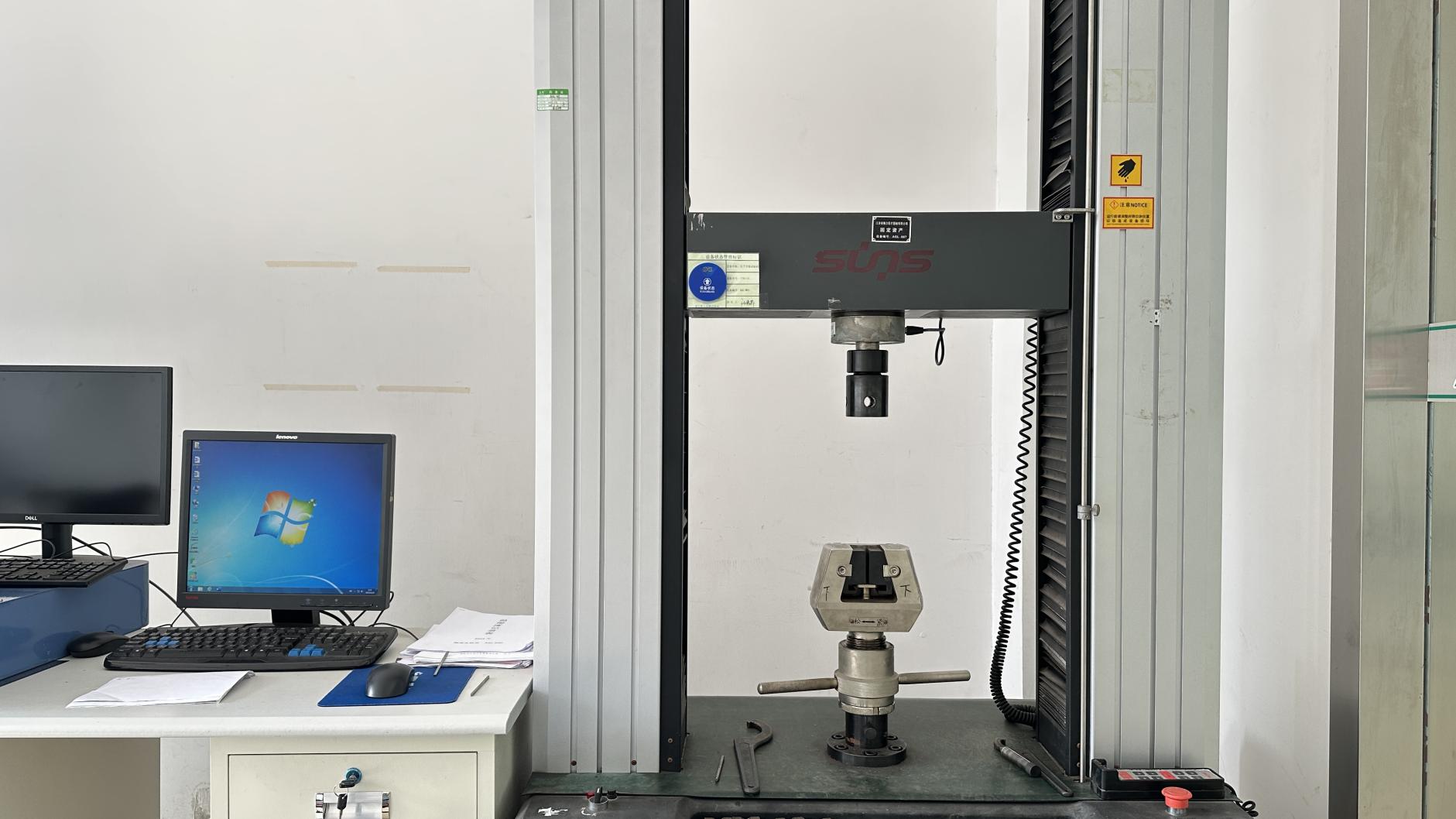
Modern GPOs (Group Purchasing Organizations) demand not only lower cost-per-unit metrics but also proven product durability. Surgical failures due to thread stripping or guide wire jamming lead to costly litigation and compromised patient safety. Our products undergo extensive fatigue and biomechanical tensile testing to assure surgeons of lifetime reliability.
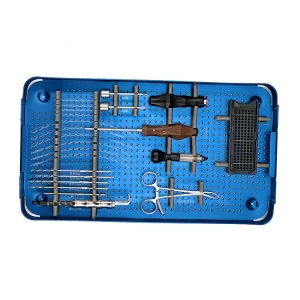
No two orthopedic systems are identical. Distributors require tailored thread profiles, variable lengths, and custom instrument kits (such as specialized hollow screw drive configurations for spinal implants). Virelox's integrated design lab develops up to 120 custom solutions annually, meeting the specific demands of orthopedic surgeons worldwide.
Inside Virelox's 12,000 m² smart manufacturing ecosystem engineered for zero-defect production cycles.
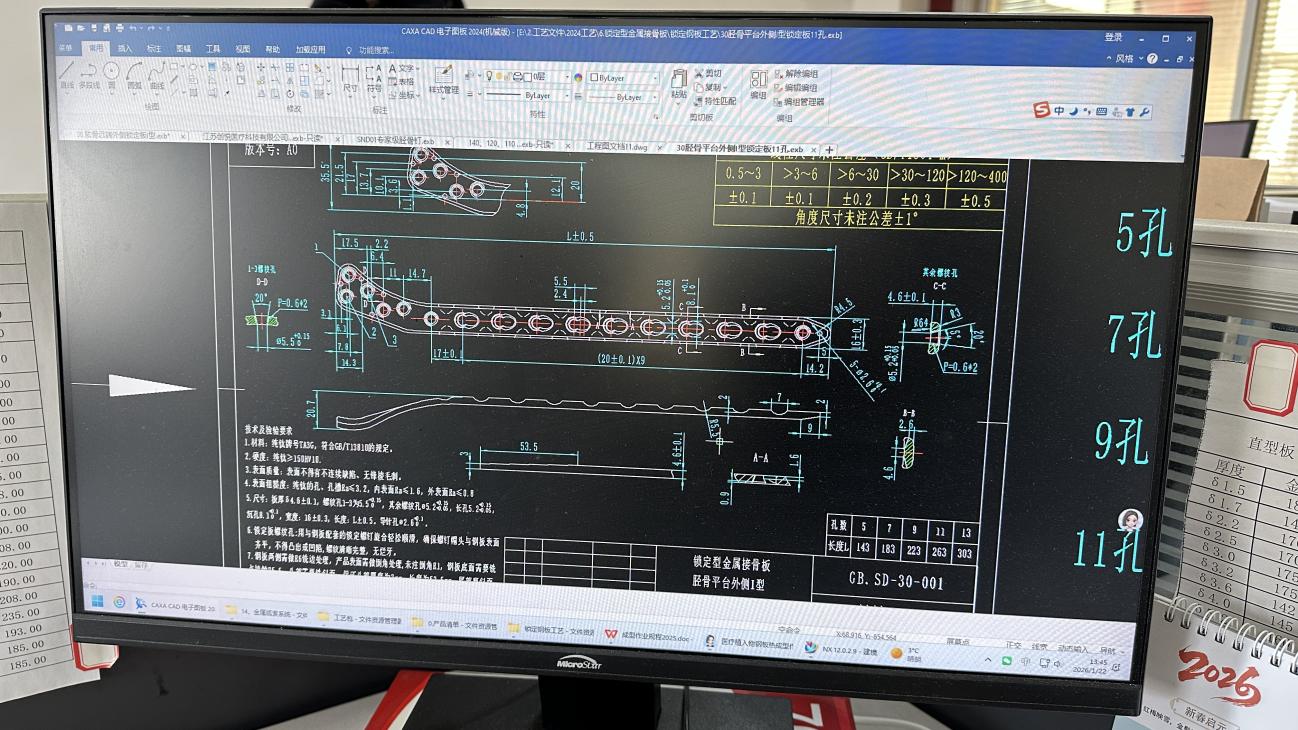
Operating a modernized medical device facility requires an uncompromising approach to quality control. Under our ISO 13485-certified management system, we utilize raw material slitting, advanced multi-axis CNC machining, precision milling, and computerized wire-cutting techniques. By controlling the complete manufacturing loop within a single vertical line, we isolate production variables and guarantee absolute component repeatability.
Our supply chain ecosystem incorporates over 850 verified upstream and downstream partners. This deep integration allows us to secure premium raw titanium stock even during global market shortages, insulating our buyers from typical lead-time spikes. Our 65-strong quality control team performs full-process tracking: checking chemical compositions at arrival, scanning for micro-defects with X-ray diagnostics, validating geometry via CMM, and measuring structural thresholds on fatigue and tensile testers.




















How specific clinical demands dictate the configuration, size, and insertion of cannulated screw systems.
In clinical practice, the deployment of cannulated implants changes depending on the load-bearing requirements and spatial constraints of the anatomical site:
These severe trauma cases demand high bending resistance and compression forces. Commonly, three parallel cannulated screws are positioned in an inverted triangle layout. This configuration provides rotational stability and prevents structural collapse under early dynamic patient load during rehabilitation.
Because the scaphoid is surrounded by articular cartilage, surgeons rely on headless compression screws. The implant must remain countersunk beneath the joint surface. Precise thread pitch differences between the distal and proximal threads draw the fracture fragments together to encourage rapid vascular healing.
Targeting malleolar fractures requires screws that resist shear stress while offering quick intraoperative insertion. Hollow screws are run directly over guide wires to stabilize bone fragments, reducing soft-tissue stripping in areas with thin dermal coverage.
Providing clear, evidence-based answers to key structural, metallurgical, and logistical questions from medical procurement officers.
Browse the rest of our orthopedic product line, including medical locking screws and specialized trauma instruments.