Pioneering high-stability fixation options for thoracic and upper limb fractures.


Melbourne stands at the vanguard of Australia’s healthcare innovation, powered by global-tier teaching hospitals and dense research clusters such as the Parkville Biomedical Precinct and Monash Medtech zone. With major public and private health networks—including Alfred Health, the Royal Melbourne Hospital, Epworth HealthCare, and St Vincent’s—the demand for highly advanced orthopedic trauma and reconstruction systems is growing exponentially. The clinical community in Victoria is transitioning toward custom-engineered, minimally invasive implants that deliver accelerated recovery cycles, minimizing post-operative hospital bed occupancy.
However, importing and procuring clinical-grade implants in the Australian territory demands strict adherence to safety and efficacy benchmarks. The Therapeutic Goods Administration (TGA) classifies orthopedic trauma implants and long-term joint components under Class III medical devices, mandating absolute traceability from the raw metal ingots to the surgical suite. Consequently, Victorian surgical networks require partnerships with factories that demonstrate clear compliance with ISO 13485 quality systems, biological verification protocols, and highly refined metallurgical standards.
Within Melbourne’s major trauma centers, surgical priorities center around swift intervention for polytrauma cases, high-impact traffic accidents, and geriatric fragility fractures. The introduction of titanium rib fracture stabilization plates has revolutionized thoracic emergency treatment at centers like the Alfred Hospital. By fixing flail chest components with pre-contoured plates, surgeons significantly reduce mechanical ventilation times and chronic pain risks.
Similarly, the increasing incidence of complex femoral and tibial fractures demands advanced locking intramedullary nail systems. Surgeons require instruments with tactile feedback, precise targeting guides, and high fatigue limits to ensure stable weight-bearing capacity. The alignment of engineering parameters, such as the reduction of stress shielding through Grade 23 Titanium (Ti-6Al-4V ELI) alloy configurations, is critical in achieving modern clinical outcomes in Australian orthopedic wards.
Engineered for high fatigue resistance and anatomically synchronized interlocking mechanics.



Established Year
Production Facility Area
R&D Engineers
Annual Export Value
Supply Chain Partners
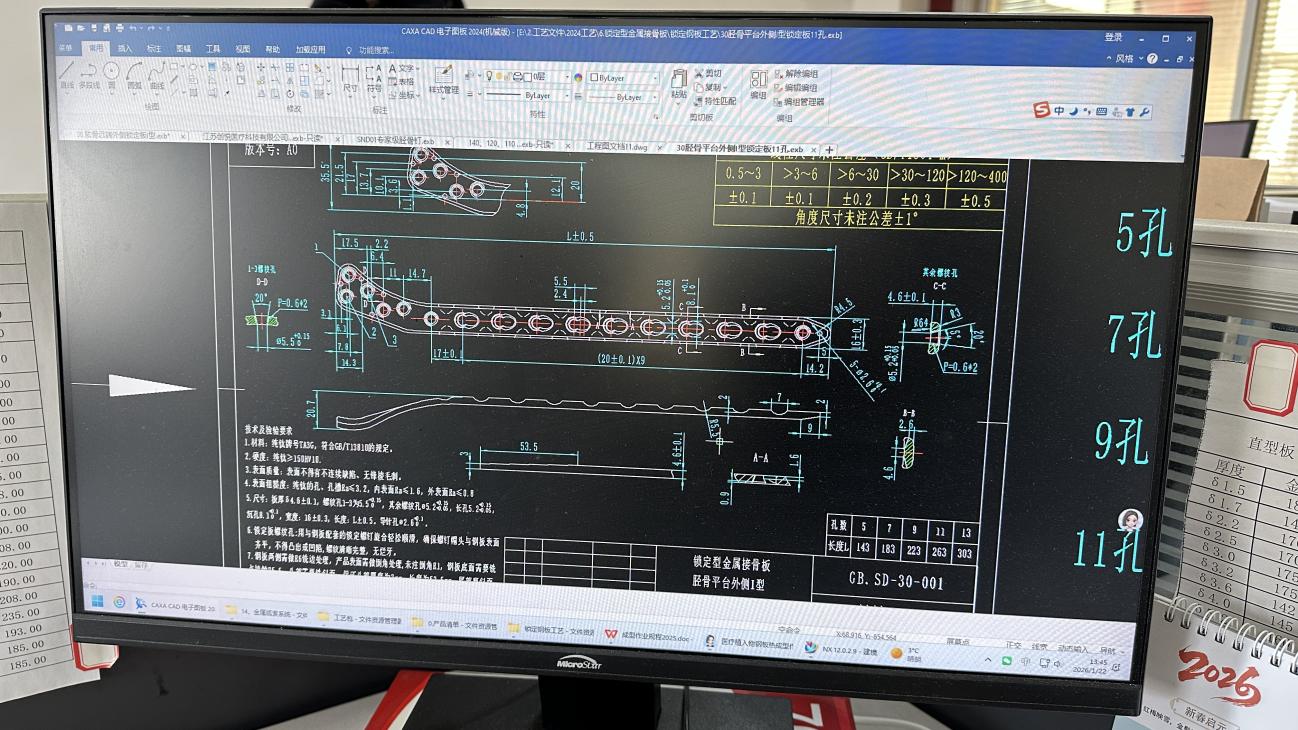
A closer look at the precision engineering that defines Virelox medical devices.




















Over the past decade, the global medical device market has faced unprecedented supply chain challenges. Long lead times, fluctuating raw material costs, and complex distribution channels have left procurement departments in Melbourne vulnerable to product shortages. Virelox Medical Devices Co., Ltd. addresses these pain points by offering direct access to our manufacturing infrastructure in China, cutting out traditional multi-layered import channels.
Virelox operates a highly streamlined, vertically integrated production process. Backed by 850 certified upstream raw material and component partners, we maintain a robust supply chain that is insulated from market fluctuations. Our 12,000 m² state-of-the-art facility features precision CNC slitting machines, high-speed multi-axis milling centers, and wire cutting systems. By utilizing direct-sourcing models, we help hospitals and medical device distributors reduce procurement costs by up to 35% compared to major multinational conglomerates, while ensuring identical biocompatibility, material purity, and structural integrity.
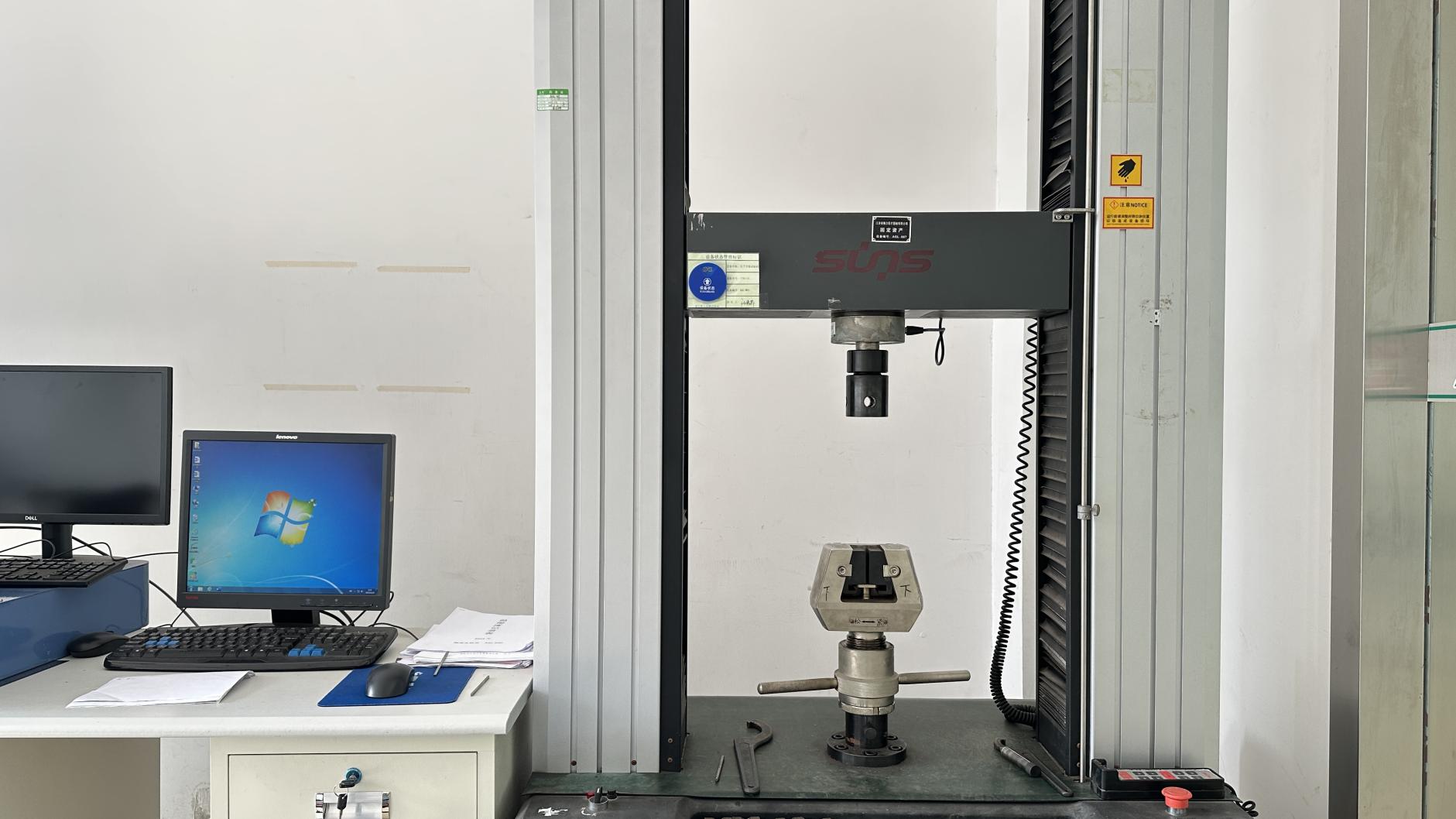
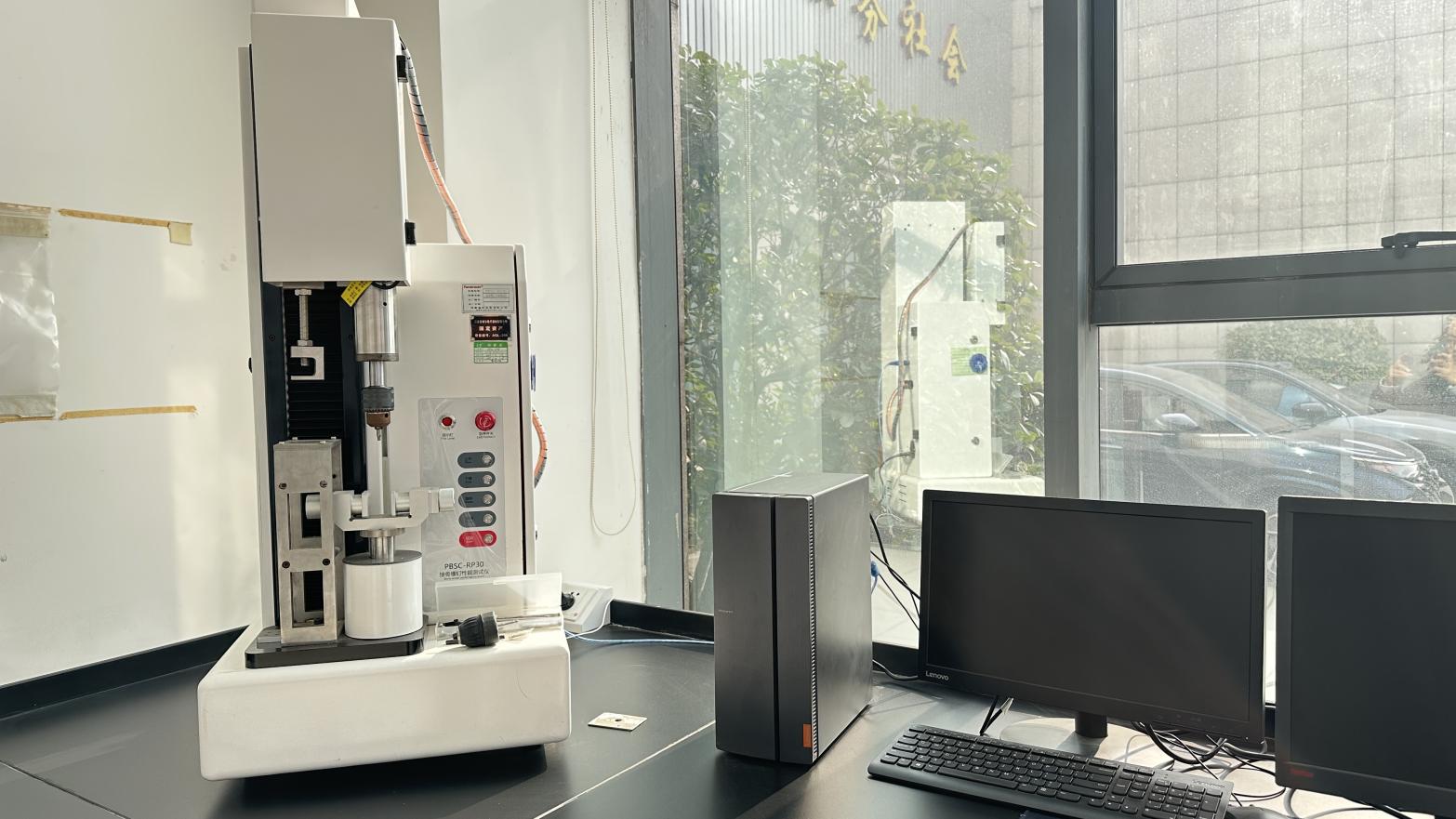
Virelox maintains a quality control division of 65 dedicated QA professionals. Every batch of intramedullary nails, locking plates, and cortical screws undergoes a strict testing regimen before packaging. Our physical testing laboratories are equipped with computerized hydraulic fatigue testers, tensile strength machines, and Vickers microhardness testers. To guarantee exact dimensional matching, our metrology teams utilize coordinate measuring machines (CMM) and two-dimensional optical measuring systems. This precise approach ensures that surgeons in operating theaters have complete confidence in the fit and performance of our instruments.
We source medical-grade titanium (Ti-6Al-4V ELI) and cobalt-chromium alloys with complete chemical composition certificates and mill test reports.
Our 120 specialized R&D engineers combine biomechanical finite element analysis with surgical insights to design modern implants.
All production steps are strictly mapped to ISO 13485 guidelines, ensuring straightforward pathways for local regulatory clearance.
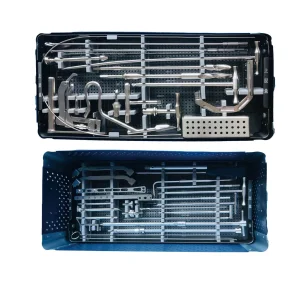
Precision-milled titanium nails and instrument configurations designed to support long-term implant stability.





The field of orthopedics is transitioning toward patient-specific treatments and digital surgical environments. At Virelox, our product roadmap is designed to support the technological changes happening across Victoria’s operating theaters. We are investing in research and development to align our manufacturing capabilities with modern trends, such as computer-assisted navigation compatibility and advanced surface treatments.
To reduce bacterial colonization risks on surgical implants, we are developing nanostructured surface finishes. Our research team is testing bioactive coatings that promote bone growth while preventing bacterial adhesion. Additionally, we are working closely with clinical networks to integrate optical tracking markers directly onto our surgical guide kits. This will allow for real-time tracking with current navigation systems, improving bone alignment and reducing operative times during trauma surgeries in Melbourne.
Looking ahead, we are exploring magnesium-based alloys that naturally dissolve in the body over time. This technology could eliminate the need for a second surgery to remove temporary implants. By using 3D biomechanical modeling, Virelox continues to innovate, delivering next-generation orthopedic solutions to the global healthcare market.
Technical and regulatory queries answered by our senior engineering team.
A1: Virelox provides complete technical documentation for Class III implants, including ISO 13485 certificates, material test reports, fatigue and biocompatibility data. This helps streamline the regulatory approval process with the Therapeutic Goods Administration (TGA) through local sponsors.
A2: We use medical-grade Ti-6Al-4V ELI (Grade 23) titanium alloy, which complies with ASTM F136 and ISO 5832-3 standards. This material offers high tensile strength, excellent corrosion resistance, and good biocompatibility.
A3: Using advanced multi-axis CNC Swiss lathes and milling machines, we achieve precision tolerances within ±0.005 mm. Our R&D team can adapt designs to match specific surgical requirements.
A4: Implants are tested in our in-house lab using cyclic fatigue testing equipment, simulating long-term physiological stress under loads exceeding typical body-weight forces.
A5: Standard catalog items ship within 7–14 business days. Custom OEM/ODM orders vary depending on design complexity, typically taking 30–45 days, with air freight delivery straight to Melbourne (MEL) Airport.



